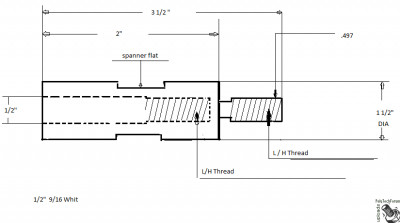
I have a old UNION TOOL&CUTTER GRINDER and want to make a extended wheel adapter for it . The shaft on the motor is .500" 1/2" , The threads on it measure .497 so i am taking it as 1/2" with a little wear on the thread points. When i match up with a thread guage ,it says on the guage 1/2"- 9/16 Whit. . This confuses me as don't know what tap to use for the internal thread on the extension arbour. any advise would be helpful [IMG]
formatting link
Didn't find your answer? Ask the community — no account required.
J
Jim Wilkins
"john r" wrote in message news:a5add$51d8433a$43de0cc0$ snipped-for-privacy@news.flashnewsgroups.com...
The US standards are 13 and 20 threads per inch. See if coarse- or fine-threaded nuts from the hardware store fit it. jsw
T
Tim Wescott
What Jim said.
I'm not sure what the exact standards are (I have a Machinery's Handbook, so I could figure it out for metric ISO and US), but the actual outside diameter of a thread is never as big as the nominal diameter. That's just how they're specified, I dunno why.
P
Paul K. Dickman
"john r" wrote in message news:a5add$51d8433a$43de0cc0$ snipped-for-privacy@news.flashnewsgroups.com...
The two numbers on the guage simply indicate that the leaf can be used for both size screws, as the whitworth series uses 12tpi for both sizes. What you would want is a 1/2" whitworth tap. That being said, I strongly suggest that you do not use a tap for this application. It is virtually impossible to tap a hole straight enough for an arbor extension on a precision grinder.
Paul K. Dickman
K
Karl Townsend
I would disagree as I've made several arbors for my T&C grinder. But you want to make most of the thread single point on your lathe and then use the tap to take the final few thou.
If its not perfect, no big deal. Use a diamond tip to dress the stone.
Karl
G
Gunner Asch
If its a Whitworth thread..check ebay and ebay.uk for them.
I have a Roya Enfield motorcycle..and Ive had to buy all my fasteners from the UK as I continue to restore it as Its threaded Whitworth.
formatting link
formatting link
Gunner
G
Gunner Asch
Except if they are Whitworth.....
formatting link
formatting link
formatting link
formatting link
J
Jim Wilkins
Seems likely:
formatting link
jsw
H
Harold & Susan Vordos
That's not always true. Class three threads can be nominal in diameter, although there is a tolerance allowing the major diameter to be undersized.
The undersize is recognized as an allowance, and is there to ensure that there is no contact between the major diameter of the A thread (external) the major diameter of the mating piece (B thread).
Threads are typically intended to make contact on the flanks of the thread, not the major or minor diameter. Tapered threads are excluded.
Harold
H
Harold & Susan Vordos
Wheel. One does not use a stone on a grinder. A stone is used to hone parts by hand, or in a mandrel of a Sunnen hone, or similar. Even mounted points are considered to be wheels.
It's more than just running true. It's important that arbors and wheels run true, so there is no vibration. If there is, it manifests itself in the finish.
Harold
E
etpm
I have made several shaft extensions for buffer motors. Since it is important, even on a buffer, for the shaft to run true in order to lessen vibration, I finish the extensions on the motor shaft. This of course requires taking the motor apart and mounting the armature in the lathe. I hold one end of the motor shaft in the chuck, the other end gets supported with a steady rest, and the shaft extension then gets a center drilled and bored. Then I use a live center in the end of the extension and finish turn and thread the extension. This method keeps runout of the extension to less than .0002". If I feel the runout needs to be less I will either use a dead center or the steady rest. When I make extensions this way they are Loctited on so that the extension is permanent. If you intend to remove and replace your extension then just threading it on, whether the threads are finished with a tap or single pointed, will probably result in the extension running out an unacceptable amount. If the extension can tighten against a shoulder that is square to the shaft axis, and the end of the extension is square to the threads on the extension, you will have better results. If the existing threads on the grinder shaft are in good shape it is unlikely that the extension will run true. Eric
Join the Discussion
Have something to add? Share your thoughts — no account required.
Didn't find your answer?
Ask the community — no account required
Report Content
You are reporting this content to the moderators. They will look at it
ASAP.